欢迎来到泰安北方封头有限公司网站!

 18605380589
18605380589






3、不要使法兰垫片槽四周变弱 若是凸法兰和凹法兰厚度类似,凹法兰槽底部四周很是薄,因而变弱,为了不使其变弱,凹法兰要加厚。 4、靠螺纹旋入紧固的垫片轻易断 若是旋入螺纹紧固垫片,则轻易断直径年夜,宽度窄,薄的垫片,在紧固操纵中额外轻易断,要禁止接纳垫片因抵当摩擦而滑动的紧固体例, 好是接纳只靠压紧的紧固体例






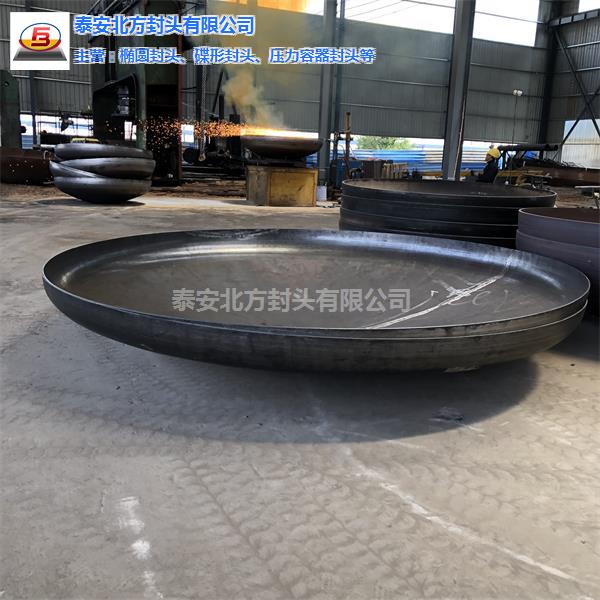
是以其加工费用比热冲压低,是其主要利益之一。上述封头,即是用热旋压机加工成形的,现将其成形工艺介绍如下。 A.封头热施压成形工艺封头旋压成形,按成形温度区分,有冷旋压(常温)、温旋压(<120℃)和热旋压(>800℃)三种。自70年月以来,冷旋压成形已在国内渐渐扩年夜操纵,但只适用于板厚为30mm以下的年夜直径封头,跨越30mm厚的封头则难以成形,需接纳热冲压或热旋压成形工艺。 B.热旋压成形的适用规模热旋压成形的适用规模..
碟形封头冷成形热浸镀锌渗铝裂纹时间,碟形封头冷成形热浸镀锌渗铝裂纹。碳素钢及低合金钢的容器在热镀锌或渗铝液中浸泡镀锌或渗铝时,封头的直边部概略会发生裂纹,这种现象叫“镀锌(渗铝)脆性裂纹”,这是因为焊接渣滓应力、加工渣滓应力存在时,低熔点金属的锌或铝向晶界扩散的功效。是以,容器在热浴镀锌或渗铝前,应先做热处置,去除渣滓应力。

扫一扫手机网站










 在线客服
在线客服 18605380589
18605380589 tabfft@163.com
tabfft@163.com